




Curb and Cable Chains Project
det er hundrevis av forskjellige typer kjeder, hver med sitt eget monteringssystem. De fleste kjeder er samlet fra individuelle lenker. (Heklekjeden vist tidligere er et unntak.) I noen kjeder, som foxtail, er koblingene individuelt loddet lukket og deretter montert. I andre kjeder, som mesh og tau kjeder, er koblingene samlet og så er de alle loddet på en gang. Kjeder som fortauskant og kabel mønstre vist her gjenta vekslende trinn av lodding og montering.
følgende prosedyrer beskriver to forskjellige kjedemønstre som kan opprettes ved å behandle den samme samlingen på forskjellige måter. Etter å ha gjort grunnkjeden (Trinn i gjennom 9), kutt prøven i halvparten. Lag en kantkjede ved å vri og arkivere en del av kjeden (Trinn 10 til 14). Med den andre halvdelen, lage en kabelkjede ved å tegne den gjennom en firkantet trekkplate og sliping (Trinn 15 og 16).
Kjedeproduksjon gir nybegynnere gullsmeder en sjanse til å perfeksjonere sine bøying, forming, lodding og arkivering ferdigheter gjennom repetisjon. Dette prosjektet beskriver bruken av en gullsmed sag, fil, tang, lommelykt, hånd skrustikke, benk skrustikke, tegne tang, og en firkantet trekkplate. Prosedyrene benytter slike ferdigheter som saging, arkivering, lodding og bøyning, og de inkluderer en uvanlig metode for å lage ovale lenker.
1
for å lage de ovalformede koblingene som kreves av begge kjedene, vikle 2,2 mm rund ledning rundt en oval spindel. Den ideelle spindelen er laget av et ovalt stykke stålstang, 3 mm ved 4,5 mm, dimensjoner som tillater tre koblinger til interlock (Figur P4-1).
P4-1. Tverrsnitt av tre lenker
2
hvis en oval spindel ikke er tilgjengelig, kan en akseptabel erstatning gjøres fra rund wire rullet flatt i en valseverk (Figur P4-2).
P4-2. Rulletråd flat for spindelen
Rulletråd Flat
for denne spindelen begynner du med en 10 cm seksjon av 4,1 mm rund messingtråd.
- Anneal ledningen hvis den ikke allerede er myk.
- Sett ledningen i den flate delen av valseverket.
- Lukk rullene til kontakten er gjort.
- Rull ledningen gjennom møllen.
- Lukk rullene lenger.
- fortsett å rulle ledningen ettersom rullene lukkes lenger og lenger.
- Stopp når ønsket tykkelse er nådd, i dette tilfellet 3 mm. (Se Vedlegg: Tabell A-5: Rulletråd Flat.)
- bredden på ledningen vil øke til ca 4,5 mm.
- ledningen skal brukes som en spindel, ikke anneal den, men la den virke herdet.
hvis det er viktig at den flate ledningen er rett, for eksempel for en komponent i et smykke, trekk den fast fra forsiden når den kommer ut av møllen under flatrulling. Gjør dette ved å ta det med et tang for å opprettholde trykk, og hold ledningen rett.
for å hindre at lange, tynne strimler vrides, trekker du metallet stramt både foran og bak under flatrulling. Denne prosessen krever vanligvis to personer.
selv om formen på en spindel laget på denne måten ikke vil være oval, vil trådkoblinger dannet rundt den være tilstrekkelig ovale i utseende. Etter innpakning av ledning rundt en ikke-rund spindel, vil samlingen bli glødet, slik at trådspolen kan fjernes. Dette vil også anneal spindelen og gjøre den ubrukelig en gang til.
3
Sett den ene enden av glødet 2,2 mm ledning inn i en benk skrustikke. Bøy den andre Inn I En L og klem den, mot spindelen, inn i en stor håndskrue. Trekk tilbake på ledningen og roter spindelen mens du pakker ledningen i en tett jevn spole (Figur P4-3).
4
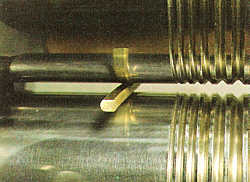
Det er vanskelig å fjerne en nonround spole fra en spindel. Det første trinnet er å anneal spindelen og spole sammen. Slokk i vann og tørk grundig ved å varme opp forsamlingen med en fakkel til vannet fordamper. Olje forsamlingen godt, sørg for at oljen trenger inn i kontaktpunktene mellom spolen og spindelen. Monter en stor trekkplate i benken skrustikke bakover, med nummerert foran på platen vendt bort. Velg det minste hullet som tillater spindelen å passere uten binding. Sett spindelen gjennom det hullet og ta det med et par trekktang. Trekk nå hardt. Spindelen vil bli trukket gjennom trekkplaten, men spolen vil forbli på den andre siden (Figur P4-4). Hvis en trekkbenk er tilgjengelig, blir jobben enda enklere.
P4-3. Vikling av en oval spole

P4-4. Trekker spolen av spindelen
5
spolen er vanligvis litt vridd på dette punktet. Bruk en permanent markør for å indikere toppunktet på hver ende av spolen. Koble merkene med en rett linje, etter spolenes vridning. Støtt spolen mot benkpinnen. Bruk en gullsmed så med 3/0 eller finere blader for å følge linjen, og slit spolen langs toppen av deg ovaler. Så i en vinkel slik at den rette linjen kan sees og slik at mer enn en lenke kan sages samtidig. Når bladet passerer helt gjennom koblingene, vil de falle av en om gangen i fangstskuffen eller skinnforkleet under benkpinnen (Figur P4-5).

P4-5. Saging av lenkene
Saging
- når du bestemmer størrelsen på bladet, må du kontrollere at det er minst tre tenner av metalltykkelse.
- Monter bladet med tennene vendt utover og nedover, slik at det skjærer på nedslaget og glir på retur oppslaget. Klem toppen av bladet inn i toppklemmen på sagrammen. Med toppen av rammen hviler mot benkpinnen og bunnen av håndtaket mot brystet, trykk rammen lukket litt og fest bunnen av bladet, og slipp deretter spenningen på sagrammen.
- Test spenningen ved å plukke; bladet skal avgi et høyt musikalsk notat. Bruk alltid et stramt sagblad, fordi et løs blad bryter lett.
- Sag med en rytmisk og kontinuerlig bevegelse opp og ned.
- Bruk hele lengden på sagbladet for lengre levetid og bedre ytelse.
- Smør bladene ofte for å forlenge levetiden. Noen gullsmeder bruker en parafin-type hard voks; noen bruker en myk voks som bivoks. Voks spesielt utviklet for saging er tilgjengelig fra leverandører. Tidligere smurte mange gullsmeder sine sagblad med såpe eller spytt. Smøring reduserer friksjon og forhindrer at bladet griper eller binder seg.
6
Bruk to par flate tanger for å åpne koblingene med en sidelengs vridningsbevegelse. Klem fast tangen for å unngå å skli og dermed skade koblingene (Figur P4-6). Ikke trekk de to ender fra hverandre, men vri dem sidelengs. Bruk en flat nålfil for å rydde opp de flate endene av koblingene, ta av eventuelle burrs eller uregelmessigheter. Ikke fjern mer metall enn absolutt nødvendig, fordi dette vil resultere i eggformede, snarere enn ovale, koblinger.

P4-6. Åpne koblingene sidelengs
7
Flux og lukk deretter halvparten av koblingene, ved hjelp av samme vridningsteknikk som I Trinn 6. Arbeid endene frem og tilbake til de møtes perfekt. Sett til side den resterende halvparten av koblingene som fortsatt er åpne. Still opp de lukkede koblingene, med sømmer som henger over kanten av en kullblokk. Reflux om nødvendig, og legg deretter en liten bit av loddetinn på toppen av hver søm. Løs koblingene lukket, ved oppvarming nedenfra. Pass på at loddet strømmer helt gjennom sømmen (Figur P4-7). Bruk en loddetinn pick til hjelp i lodding ved å holde koblingene stødig under oppvarming.

P4-7. Lodding halvparten av koblingene lukket
8
nå montere resten av kjeden ved å låse den resterende halvparten av koblingene med loddet koblinger, en om gangen. Stryk en åpen lenke gjennom to lukkede (loddede) koblinger, fluks de flate endene, og bruk to par flate tanger for å vri koblingen lukket. Sett deretter opp denne forsamlingen i en tredje hånd, med den åpne enden av den usoldede lenken opp og de loddede sømmer av de lukkede koblingene ned, vekk fra området som skal varmes opp. Flux og legg til en bit av loddetinn på toppen, og varm deretter forsiktig nedenfra til loddet strømmer inn i sømmen (Figur P4-8). Hvis to koblinger ved et uhell blir loddet sammen, oppvarm dem til loddet strømmer, frigjør koblingen. Som loddetinn kjøler, jiggle løs koblingen med en pinsett for å holde det frøs. Fortsett til hele kjeden er fullført. Pickle, skyll, tørk og rengjør med en slipende pute.
en alternativ metode er å låse alle loddede og usoldede koblinger før lodding de åpne koblingene lukket. Uansett metode, etter lodding, kontroller sømmer med en optivisor eller benkelupe. Koblinger med ufullstendig loddede sømmer vil sprekke under stress av vridning eller tegning, derfor løser koblinger som ikke har perfekte sømmer. Bruk nålfiler for å fjerne overflødig loddetinn.

P4-8. Montering og lodding av kjeden
9
Buff og polere kjeden på denne tiden mens du fortsatt har lett tilgang til den indre forbindelsen mellom koblingene. For sikkerhet, vikle kjeden rundt en tykk dowel eller en del av et balltre, eller hold den mot et stykke tre som det er brakt opp til en tripoli-ladet buff på polering dreiebenk. (Advarsel: hold Aldri en løs del av kjedet mot et poleringshjul. Dette er veldig farlig fordi kjeden lett kan bli fanget, ødelegge arbeidet, og langt verre, kanskje til og med skade hendene dine.) Etter polering eller polering av den ene siden, stopp og reposisjon kjeden, utsette en annen side til poleringsmaskinen. Gjenta til alle sider av kjeden er jevnt ferdig. For å nå innfelte områder, bruk et lite børstehjul i en flex-aksel eller en større på poleringsmaskinen. (Trinn 10 til 14 gjelder for den vridde kantkjeden.)
10
Klem den ene enden av kjedeenheten inn i enden av en benk, den andre til en solid håndskrue. Klem hver av de to endekoblingene halvveis inn i visene, med sømene satt inn først (Figur P4-9). Disse koblingene vil bli skadet og derfor ofret under prosessen. Voks forsamlingen for å redusere friksjon. Trekk tilbake veldig hardt og juster koblingene uten kinks. Fortsett å trekke hardt tilbake mens du sakte vri hånden. For å unngå å bryte, anneal forsamlingen etter at den er vridd halvveis. Dårlig loddet koblinger vil bryte og må løses. Avhengig av lengden på kjeden, må du vri litt, slik at kjedet henger fritt i ett flatt plan når det er suspendert fra den ene enden. Fjern kjedet og sag eller klipp de to endekoblingene som har blitt deformert under vridningsprosessen.

P4-9. Vri på kantkjeden
11
Plasser kjedet i en veldig rett linje på en flat stålblokk eller ambolt. Trekk endene fra hverandre for å forlenge kjedet helt. Bruk en rett kant mot siden av kjedet for å justere det. Kjedet må monteres på en dop-pinne, for å holde den på plass mens du arkiverer fasettene. Bruk en kald, gul (kun brennstoff) flamme til å smelte voks eller skjellakk på kanten av et treverk med samme bredde som kjedet. (Dopping voks oppløses i aceton, som er giftig. Shellac er et sikrere alternativ fordi det oppløses i alkohol.) Form den mykede voksen til et flatt lag på treet ved å trykke det mot den kjølige flate overflaten av stålblokken. (Advarsel: ikke drypp varm voks på huden din; dette er veldig smertefullt. Ikke overopphet voksen. Hvis det røyker, er det for varmt.)
12
med en nøytral oksygen/gassflamme, varme opp kjedet veldig lett mens den sitter på stålblokken, slik at voksen vil feste seg til den. Bruk nå en kul gul flamme for å varme og resoften dop. Vri den oppvarmede vokspinnen opp ned og legg den forsiktig på kjedet, trykk godt på. Etter noen sekunder dannes et sterkt bånd mellom den varme klissete voksen og den varme kjeden. Når du svinger høyre side opp, bør kjedet settes fast i voksen i perfekt justering, rett og flatt. Sett forsamlingen til side til luftkjøling.
13
etter at voksen har størknet, monter staven i en benk, med kjeden oppover som forberedelse til arkivering av fasettene.
Filing Flat
- monter alltid store filer i filhåndtak. Håndtak tilbyr langt mer kontroll og sikkerhet enn bare å holde på umontert tang av en fil.
- hold filen fast. Tenk deg en rett linje som går fra spissen av filen til albuen din. Hold filhåndtaket fast, med pekefingeren pekende mot spissen av filen. Still opp hånden og håndleddet med denne imaginære linjen. Klem fingrene og lås hånden og håndleddet i tråd med filen. Som du filen, ikke bøye eller bøye håndleddet. Bare albuen og skulderen skal bøye under presisjons flat arkivering, ikke hånden eller håndleddet.
- Legg litt press på fremoverslaget, og løft eller skyv filen lett for retur. Filer kuttes ikke på returslaget.
- Prøv å arkivere med et glidende diagonalt foroverslag. Når filen beveger seg fremover for å kutte, la den også glide sidelengs (Figur P4-10).
- ved arkivering av en stor flat overflate, bytt regelmessig retning slik at overflaten blir jevnt flat i alle retninger.
- når du arkiverer på et objekt som holdes mot benkpinnen, må du først plassere filen og deretter ta arbeidet opp til filens plan. Det er lettere å gjøre dette enn å plassere arbeidet og prøve å bringe filen til flyet.
- ved arkivering på et element som er montert i en skrustikke, oppretthold jevnt trykk ved å holde spissen av filen med frihånden.
- konstant overvåke og korrigere for retthet.

P4-10. Filing fasetter av kjeden mens montert på en dop pinne
Bruk en stor flat # 2 fil til fil fasetter i leddene i kjeden. Lenker som er litt ut av justering vil i utgangspunktet vise forskjellige størrelser fasetter. Denne forskjellen vil bli unnoticeable senere ettersom fasettens dybde økes. (Merk: hvis kjedet er laget av edelt metall, må du lage et papirfangstbrett for å fange opp filingene.) Fil jevnt til ønsket dybde. Dop eller skjellakk som tetter filen kan fjernes med en hakke eller fil pensel, eller det kan oppløses i riktig løsemiddel. Fullfør fasettene med slipepinner: først med 220 – og deretter 400-og 600-grit papir. (Husk å endre retning med hver gradvis finere grus, slik at du kan se om overflaten har blitt arkivert eller slipt jevnt.)
14
for å fjerne kjedet fra dop-pinnen, plasser forsamlingen i en fryser i 10 minutter. Fjern og sprekk kjedet av den sprø voksen. Senk kjedet ned i passende løsemiddel for å fjerne rester. Skyll i vann. Plasser kjedet på den flate ambolten igjen, denne gangen med den fasetterte siden opp, og gjenta Trinn 12 og 13 for å lage fasetter på den andre siden av kjedet. Om ønskelig kan fasettene på en eller begge sider arkiveres til en elegant kuppelformet kontur. Gjør dette etter at fasettene er arkivert flatt. Begynn med å holde filen i en 45 ‘ vinkel og fjern hjørnene på hver side av den flate fasetten. Fortsett med en flat fil, ved hjelp av langsomme, jevne, buede slag for å skape en jevn rad med kuppelformede fasetter som erstatter de flate. Til slutt buff og poler den vridde kantkjeden som beskrevet I Trinn 9 (Figur P4-11). Denne kjeden kan festes med en rekke forskjellige fangster. En bokslås, som beskrevet I Prosjekt 18, kan tilpasses for å integrere med kjeden, eller en søsterkrok, som beskrevet I Prosjekt 12, kan brukes. (Trinn 15 og 16 gjelder for kabelkjeden).

P4-11. Ferdig vridd kantkjede
15
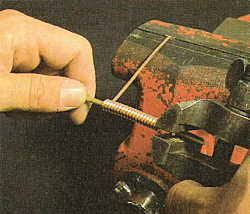
etter at kjedet er montert, polert og polert, tegner du det gjennom en firkantet trekkplate for å oppnå kabelkjedemønsteret. Sett inn en 50 mm del av 2 mm rund ledning gjennom endekoblingen, brett den i halv for å tjene som et håndtak eller » tegne hund.»Monter en firkantet trekkplate i en benk. Smør kjedet og sett håndtaket fra baksiden, gjennom det største firkantede hullet som kommer i kontakt med kjedet. Bruk trekktang til å ta tak i håndtaket og dra kjedet gjennom hullet (Figur P4-12). Når du trekker kjeden gjennom trekkplaten, styrer du koblingene til en justering av alternerende diagonale fly. Fortsett å redusere og komprimere kjeden som flate fasetter er opprettet på sidene av koblingene. Stopp når det første tegn på tetthet er følt mellom koblingene, vanligvis etter tre eller fire hull. Vær forsiktig så du ikke overdriver kjedet fordi dette vil stivne det og forårsake uopprettelig skade.
16

P4-12. Tegne kabelkjeden gjennom en firkantet trekkplate
hvis ønskelig, kan fasettene langs kjeden ryddes opp og fremheves. For å gjøre dette, plasser kabelkjeden flatt på et stykke 400-grit slipepapir med en av de fire fasetterte sidene ned. Gni kjeden på papiret for å justere og fullføre fasettene. Roter kjeden og gjenta for de tre andre fasettene. Legg kjedet på finere 600 grit papir og gjenta prosessen. Avslutt kjedet ved å polere og polere som beskrevet I Trinn 9 (Figur P4-13). En rekke klemmer kan festes for å sikre denne kjeden, inkludert en søsterkrok, som beskrevet I Prosjekt 12. En sylinderlås, som beskrevet I Prosjekt 19, kan fremstilles i firkantrør og legges til for å fullføre kjeden.

P4-13. Ferdig kabel kjede
 |
Utdrag fra: Professional Goldsmithing Av Alan Revere, 1991 Fotografi Av Barry Blau Illustrasjon Av George McLean Og Alan Revere |